





Solenoid Valves for Packaging Machinery Air Control
Date: 2026-06-20 Categories: Product Guide Views: 151Open Link in Markdown
Excerpt:
See how solenoid valves are used in packaging machinery for cylinder control, reject systems, sealing stations, air blow-off, and reliable pneumatic automation.
Introduction
Solenoid valves for packaging machinery must do more than switch air on and off. They help control cylinders, product stoppers, guide rails, sealing units, reject arms, counting mechanisms, labeling stations, and air blow-off nozzles. When the valve responds correctly, the machine keeps rhythm. When the valve is slow or unstable, product position, sealing accuracy, and output speed can suffer.
Packaging equipment often runs for long hours with repeated cycles. A valve may switch thousands of times per shift. This makes response speed, coil stability, air quality, exhaust flow, and installation layout important. A cheap valve that works during a short test may fail when installed on a fast line with dust, vibration, and frequent cycling.
HOMIPNEU’s solenoid valve range includes compact 3V valves, 2V valves, SY directional valves, 4V series pneumatic valves, and manual valves that can support different packaging machine functions.
Where Solenoid Valves Are Used in Packaging Machines
Packaging machines use pneumatic motion in many small but important places. Cylinders may push products into position, open and close gates, clamp film, move sealing jaws, lift guides, or activate reject mechanisms. Each movement needs controlled air supply and exhaust.
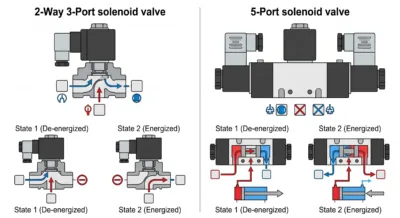
For double-acting cylinders, 5/2 way valves are common. They send compressed air to one side of the cylinder while exhausting the other side, allowing extension and retraction. Products such as the SY5120-5LZD piloted solenoid valve and 4V220-08 pneumatic solenoid valve are typical options for actuator control.
For small single-acting cylinders or air signals, 3/2 way valves may be enough. A compact valve such as the 3V1 normally closed solenoid valve can control simple supply and exhaust tasks without taking up much space.
Fast Response and Timing Accuracy
Packaging machines depend on timing. A reject cylinder may have only a short moment to push a defective item off the line. A sealing station may need the cylinder to move at the right time to avoid damaging film or product. A product stopper must release at the correct point in the cycle.
Valve response is part of this timing. The control signal, coil, spool movement, air pressure, tube length, cylinder volume, and exhaust path all affect the final motion. If the valve is too small or the exhaust is restricted, the cylinder may lag even when the PLC signal is correct.
During machine design, test the valve in the actual pneumatic circuit, not only on a bench. Long tubes, small fittings, and clogged silencers can change the movement enough to affect packaging quality.
Choosing Valve Size for Packaging Cylinders
Small cylinders used for guides, stoppers, and sensors may work well with compact valves and small ports. Larger cylinders used for sealing, pushing, or lifting may need higher flow. If the valve is undersized, the cylinder may move slowly or lose force during fast cycles.
The valve should match the cylinder bore, stroke, required speed, and working pressure. Tube size and fitting size should match too. A G1/4 valve connected through a small tube may not deliver the expected flow. A clean layout with suitable pneumatic fittings keeps air paths short and easier to maintain.
Manifold mounting can be useful when many valves are installed together. It reduces piping, saves space, and makes wiring cleaner. For OEM packaging machines, a standardized valve manifold can also simplify assembly and spare part management.
Air Quality and Valve Life
Packaging lines often operate in environments with dust, film particles, powder, moisture, or oil mist. These contaminants can affect valve spools, seals, and exhaust silencers. Clean compressed air helps valves switch consistently and last longer.
An air source treatment unit should be installed before the valve group where needed. Filters remove particles and moisture. Regulators keep pressure stable. Lubrication depends on the valve and system design; many modern valves do not require added lubrication, and too much oil can attract dirt.
If several valves start sticking or switching slowly, inspect the air supply before blaming individual valves. Contamination often affects the whole valve bank.
Voltage and Control Cabinet Design
DC24V is common in packaging machine control cabinets because it works well with PLC outputs and sensors. Some machines use AC110V, AC220V, or DC12V depending on market and design history. The valve coil must match the control system.
Connector choice matters in packaging machinery. DIN connectors with indicators can make troubleshooting faster. Lead wire coils may be useful where space is tight. Surge suppression may be needed to protect control electronics in systems with many coils.
Labeling is important. When a cabinet contains many similar valves, clear labels for valve number, cylinder function, and output address reduce downtime during maintenance.
Noise and Exhaust Management
Pneumatic exhaust noise can be noticeable on packaging lines, especially when many cylinders cycle quickly. Silencers reduce noise, but they must be selected and maintained correctly. A clogged silencer can slow cylinder movement and create inconsistent operation.
In food, pharmaceutical, or clean packaging areas, exhaust direction may also matter. Exhaust air should not blow dust or product particles into sensitive areas. Some machines use centralized exhaust or controlled exhaust routing for cleanliness.
When troubleshooting a slow cylinder, remove or inspect the silencer carefully. If performance improves immediately, the exhaust path was part of the problem.
Common Problems in Packaging Applications
One common issue is unstable pressure. Packaging machines may share air supply with other equipment. When another machine consumes a large amount of air, pressure can drop and valves may fail to move cylinders consistently. A local regulator and adequate air line capacity help prevent this.
Another issue is incorrect valve default state. During emergency stop, power loss, or machine restart, actuators should move to a safe condition. Single solenoid and double solenoid valves behave differently, so the control design should match the safety requirement.
Tube movement is also common near moving machine sections. If tubes are pulled, bent, or rubbed, fittings and valve ports can leak. Use proper routing, clamps, and flexible tube length.
Practical Buying Tips
For packaging machinery, choose solenoid valves based on cycle rate, cylinder size, response requirement, voltage, installation space, and air quality. Do not choose only by price or by visual similarity. A valve that cannot handle repeated cycles will create production problems later.
For OEM projects, standardize valve series where possible. Use one compact series for small actuators and a larger series for higher-flow cylinders. Standardization makes assembly, stocking, and after-sales service easier.
For replacement work, check the existing valve function, coil voltage, port size, and wiring before ordering. If the old valve failed early, inspect air quality and exhaust restrictions before installing the new one.
Related Pneumatic Products
Packaging machinery often uses solenoid valves together with cylinders, PU tubes, air fittings, silencers, speed controllers, manifolds, and air source treatment units. HOMIPNEU can support valve selection for compact pneumatic circuits, double-acting cylinder control, single-acting actuator control, and general compressed air switching.
Useful product options include SY series 5/2 way valves, 4V series directional valves, 3V1 compact 3/2 way valves, and 2V025 2/2 way valves for simple air control.
FAQ
Which solenoid valve is common in packaging machines?
5/2 way valves are common for double-acting cylinders, while 3/2 way valves are used for single-acting cylinders and simple air signals. Compact 2/2 valves may be used for on/off air control.
Why do packaging machine cylinders move slowly?
Common causes include undersized valves, small tubing, low pressure, clogged silencers, restricted exhaust, worn cylinders, or poor air supply.
Is DC24V suitable for packaging machinery solenoid valves?
Yes. DC24V is widely used in modern packaging machine control cabinets because it works well with PLC outputs and sensors.
Should packaging machines use valve manifolds?
Valve manifolds are useful when many valves are installed together. They reduce piping, save space, and make maintenance cleaner.
How can valve life be improved on packaging lines?
Use clean dry air, stable pressure, proper exhaust silencers, correct voltage, and a valve size that matches the cylinder and cycle speed.
Conclusion
Solenoid valves are key control parts in packaging machinery. They affect speed, timing, reliability, noise, and maintenance. By matching valve function, flow, voltage, air quality, and layout to the real machine, OEM builders and maintenance teams can keep packaging lines running more consistently and reduce avoidable downtime.

